After spending a great part of the other day refurbishing a nice chuck I set out to fix some of the problems on the drill press.
The whole quill tube has a lot of play but turns out there’s a set screw loose that just makes it better.
I chucked a short section of precision ground bar and set up a dial indicator while I ran the pulley with my hand. The run out was around two tenths of millimeter. Tried again after moving the jaws and applying more force but the result was the same.
Some fumbling and a big hit with a punch removed the chuck from the shaft. There were some patches of light corrosion on both surfaces.
Even so, a dial indicator on the drive shaft showed a wobble of a couple of hundredths. That’s more than good for a machine like this.
But looking closer inside the chuck the taper it had machining marks, like concentric ridges. I didn’t know better when I first assembled it and assumed they were for improved grip or something.
I started the motor and lightly kissed the shaft with fine sandpaper, first 800 and then some 1200 grit until it was smooth to the touch.
Then I painted it with a sharpie and installed the chuck again. This time I noticed it was kind of a loose fit and sure enough when pulling it down only some parts were inked.
I held a drill on the vise and with a paperclip and progressively fine sand paper removed the roughness inside the cone. Now there are ink spots more or less evenly distributed and the indicator registered about 15 hundredths.
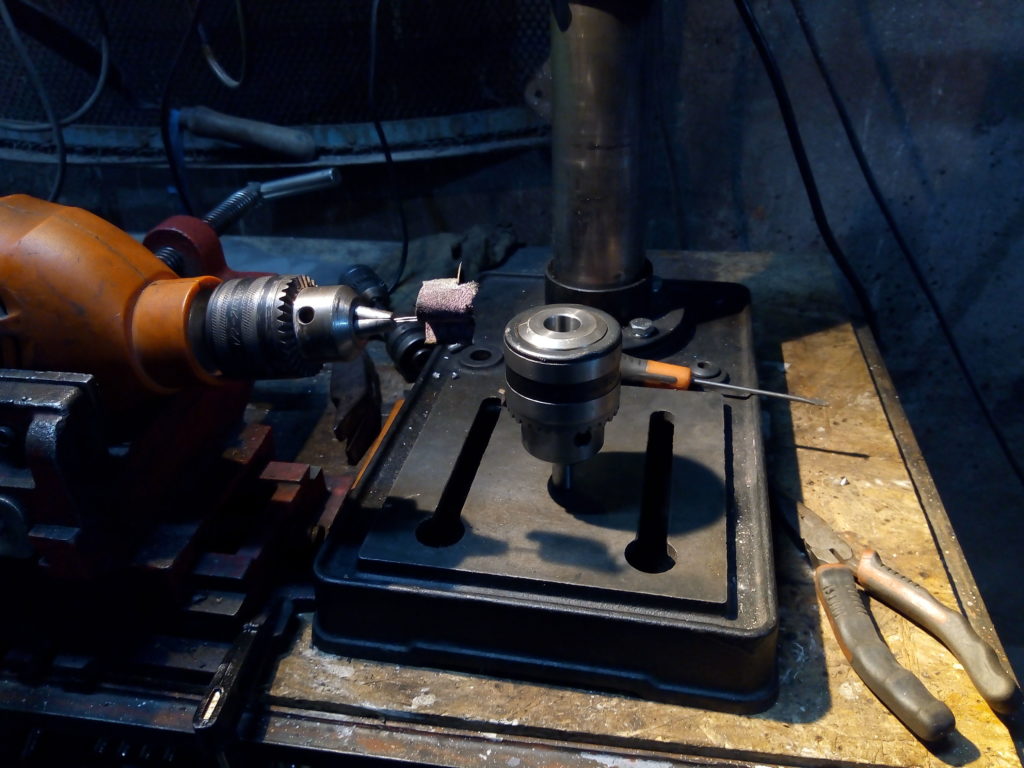
Polishing jig 
Jacobs taper after polishing